1、实施方法
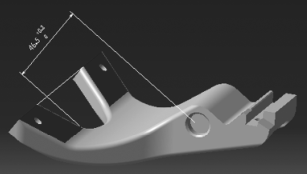
如图 1 所示,某零件加工变形较大。由一个机床、同一操作工加工一个批次的零件,每一个零件经12h 自然时效后利用杠杆千分表测量尺寸。由于尺寸较多,各点不一致,取测量中波动最大值 46.5+0.2作为典型代表尺寸。由两位检验员选择 10 个线切割外形零件。零件编号后随机取用,每个检验员对每个零件分别测量 2 次,将采集到的数据利用Minitab 进行分析。
图 1
2、结果及分析
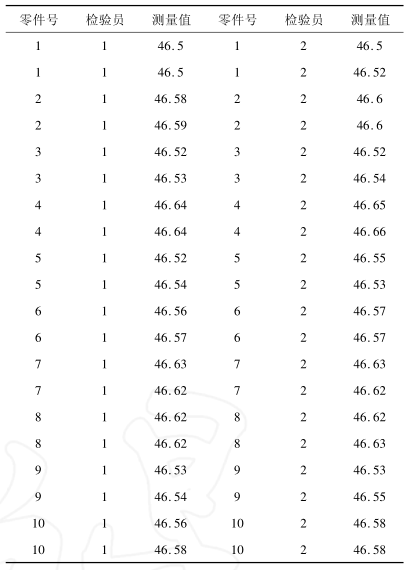
测量数据如表 1 所示。
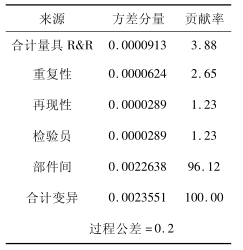
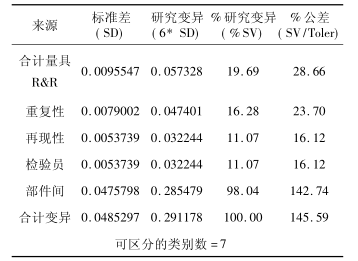
利用 Minitab 输出结果如表 2、表 3 所示。
图 2 为 Minitab 作 Gage R&R 分析输出的图形结果,包含极差图、均值图、变异分量图、交互作用图等。
图 2
连续测量系统的评价有三个评价准则: ①%研究变异,即测量系统的波动 R&R 与总波动之比%,记为 P/TV; ② % 公差,即测量系统的波动R&R 与被测对象质量特性的容差之比%,记为 P/T; ③可区分的类别数,即测量对象波动的标准差。
与测量系统的标准差之比。不论 P/TV 还是P/T,小于 10%时测量系统波动很小,10% -20% 时测量系统波动较小,20% -30% 时测量系统波动可接受,大于 30%时测量系统波动较大。可区分的类别数反映测量系统的分辨力,应大于等于 5。
由表 3 可以知道,P/TV = 19.69%,P/T =28.66%,也就是说测量系统波动可接受,同时,可区分的类别数等于 7,即测量系统的分辨力达到要求。
由图2 的 R 控制图( 极差图) 可以看出,极差图没有失控点,即表明该测量方法稳定,人员操作对测量结果的影响很小。由图 2 的XBar 控制图( 均值图)可以看出,大多数点都超出了控制限。这说明测量结果的波动主要反映的是测量对象的波动,这与表 2 中部件间方差贡献率达到96.12%是一致的。
由以上分析可知,测量系统的分辨力、重复性和再现性满足要求,即测量方法和人员可以满足检测要求。
利用 Minitab 中的 MSA( 测量系统分析) 可以很好的分析量具的误差和波动,评价工作或测量方法的波动,可为批量加工选择测量系统时提供参考。
联系客服